Tester tepelného svařování
Pevnost tepelného spoje ASTM F2029
Tester tepelného svařování je laboratorní přístroj sloužící k hodnocení těsnicích vlastností obalových materiálů prostřednictvím měření pevnosti, neporušenosti a kvality tepelně svařovaných spojů. Běžně se používá v odvětvích, jako jsou balení potravin, farmaceutický průmysl, zdravotnické prostředky a flexibilní obaly, aby se zajistilo, že tepelně svařované výrobky si během skladování a přepravy zachovají svou neporušenost.
Tepelné svařování je klíčový proces v oblasti balení, který zajišťuje bezpečnost a neporušenost výrobku. Tester tepelného svařování hodnotí pevnost a kvalitu těsnění u flexibilních obalových materiálů. Při dodržování standardizovaných postupů, jako jsou ASTM F2029, mohou výrobci optimalizovat podmínky utěsnění a zajistit spolehlivost výrobků.
Co je to tepelné svařování?
Tepelné svařování je proces spojování termoplastických materiálů za použití řízeného tepla, tlaku a doby působení. Tato metoda se široce využívá v obalovém průmyslu k vytváření vzduchotěsných a proti neoprávněné manipulaci odolných spojů, zejména v potravinářství, farmaceutickém průmyslu a ve zdravotnictví.
Zkouška pevnosti tepelného svařování
Pevnost tepelného svaru označuje sílu potřebnou k oddělení dvou svařených vrstev. Mezi faktory ovlivňující pevnost svaru patří složení materiálu, tloušťka, teplota, tlak a doba působení. Posouzení pevnosti tepelného svaru zajišťuje neporušenost obalu a zabraňuje úniku obsahu či kontaminaci.
Zkouška těsnosti tepelného svařování
Zkoušky integrity tepelných svarů ověřují, zda svary zůstávají neporušené za zátěžových podmínek, jako je tlak, teplotní výkyvy a mechanické síly. Mezi použité metody patří vizuální kontroly, zkoušky úniku vzduchu a posouzení pevnosti v odtrhu, jejichž cílem je zajistit soulad s průmyslovými normami.
Zkušební metoda pro stanovení pevnosti tepelného spoje
Tento metoda zkoušky pevnosti tepelného spoje, jak je uvedeno v ASTM F2029, spočívá ve vytváření laboratorních tepelných svarů za kontrolovaných podmínek. Mezi klíčové parametry patří:
- Teplota: Sada je stanovena na základě vlastností materiálu a cílů zkoušek.
- Doba zdržení: Doba působení tepla, která ovlivňuje pevnost spoje.
- Tlak utěsnění: Obvykle v rozmezí 0,15 až 0,7 MPa, což zajišťuje optimální přilnavost.
- Konfigurace čelisti: Čelisti by měly být rovnoběžné a opatřené vhodným povlakem, který zabrání ulpívání materiálu.
Uzavřené vzorky procházejí zkoušky pevnosti pomocí zkoušek odlupování nebo tahových zkoušek podle ASTM F88 za účelem stanovení síly vedoucí k poruše a způsobů porušení.
ASTM F2029 – Standardní postupy pro zkoušení tepelné svařitelnosti
ASTM F2029 obsahuje pokyny pro laboratorní zkoušky tepelného svařování pružných bariérových materiálů. Mezi hlavní body patří:
- Hodnocení materiálu: Měří, jak různé vlastnosti materiálu ovlivňují schopnost tepelného svařování.
- Analýza křivky tepelného svařování: Určuje optimální podmínky utěsnění změnou teploty v intervalech po 5–10 °C.
- Příprava vzorku: Zajišťuje konzistentní orientaci vzorku a podmínky utěsnění.
- Měření pevnosti těsnění: K posouzení trvanlivosti spoje se využívá odtrhová zkouška.
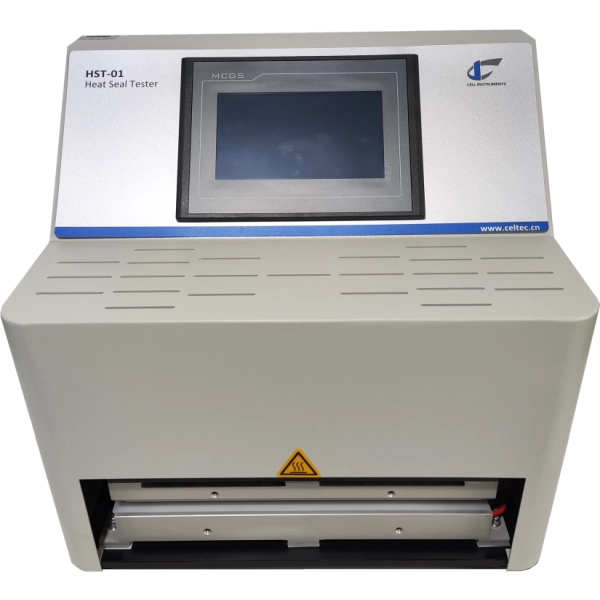
Tester tepelného svařování – pokročilá technologie pro přesné svařování
Tento HST-01 Tester tepelného svařování je navržen pro vynikající těsnicí vlastnosti díky vysoká stabilita a přesnost. Obsahuje:
- Provoz řízený programovatelným logickým automatem (PLC) pro spolehlivost na průmyslové úrovni, s Dotykový displej HMI pro snadné použití.
- Horní a dolní vyhřívané součásti z hliníku, čímž se zajistí minimální tepelné ztráty a stabilní regulace teploty.
- Vysoce přesný P.I.D. regulátor teploty pro přesné a rovnoměrné ohřívání.
- Synchronizované spuštění těsnění pomocí přesného snímače přiblížení.
- Třísměrně vedená těsnicí lišta, čímž se zajistí rovnoměrný tlak a tím i konzistentní výsledky.
- Opatření pro bezpečnost uživatelů, včetně předního krytu chránícího před opařením a možnosti ovládání rukou nebo nožním spínačem.
- Nastavitelné upínací čelisti v různých rozměrech, tvarech a vzorech.
- Volitelný port RS-232 COM pro přenos dat a integraci softwaru.


Hlavní parametry
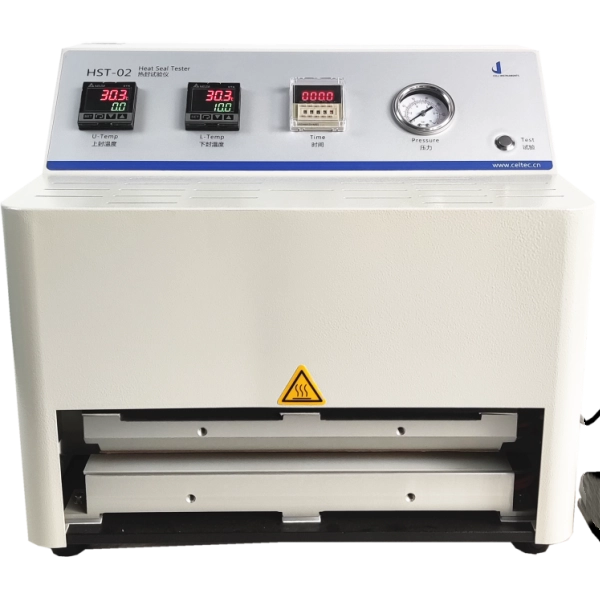
| Parametr | HST-01 Tester tepelného svařování | HST-02 – Tester tepelného svařování | GHS-01 – Zkušební zařízení pro testování tepelného svařování s gradientem teploty | GHS-02 – Zkušební zařízení pro testování tepelného svařování s gradientem teploty |
| Teplota utěsnění | Okolní teplota ~ 300 °C | Okolní teplota ~ 300 °C | Okolní teplota ~ 250 °C | Okolní teplota ~ 250 °C |
| Teplotní odchylka | ±0,2 °C | ±0,2 °C | ±0,2 °C | ±0,2 °C |
| Doba vytvrzování | 0,1 s ~ 9999 s | 0,1 s ~ 9999 h | 0,1 s ~ 9999 h | 0,1 s ~ 9999 h |
| Tlak utěsnění | 0,15 ~ 0,7 MPa | 0,15 ~ 0,7 MPa | 0,15 ~ 0,7 MPa | 0,15 ~ 0,7 MPa |
| Velikost čelisti těsnění | 330 × 10 mm | 330 × 10 mm | Š: 40 × 10 mm (5 ks), D: 330 mm (1 ks) | Š: 40 × 10 mm (5 ks), D: 330 mm (1 ks) |
| Požadavky na tlak plynu | 0,7 MPa | 0,7 MPa | 0,7 MPa | 0,7 MPa |
| Velikost portu | PU hadice Ф6 mm | PU hadice Ф6 mm | Trubka Ф6 mm | Trubka Ф6 mm |
| Napájení | 220 V střídavého proudu, 50 Hz | 220 V střídavého proudu, 50 Hz | 220 V střídavého proudu, 50 Hz | 220 V střídavého proudu, 50 Hz |
Zkušební postup s využitím testeru tepelného svařování
- Příklad umístění: Umístěte vzorek pružného materiálu mezi horní a dolní těsnicí čelisti.
- Teplotní rovnováha: Nechte topné prvky ustálit se na nastavené teplotě.
- Těsnicí účinek: Horní těsnicí čelist, poháněná plynovým válcem, tlačí dolů s regulovanou silou.
- Řízení doby zdržení: Vzorek zůstává pod tlakem po předem nastavenou dobu.
- Dokončení: Po uplynutí doby utěsnění se horní čelist vrátí do původní polohy, čímž se proces dokončí.
- Hodnocení pevnosti těsnění: U uzavřeného vzorku se prověřuje jeho neporušenost a trvanlivost podle směrnic normy ASTM F2029.
Význam testování tepelného svařování v rámci kontroly kvality
Odvětví jako potravinářství, farmaceutický průmysl a obaly pro zdravotnické účely se spoléhají na přístroje na zkoušení tepelného svařování aby bylo zajištěno:
- Těsnění odolná proti úniku pro delší trvanlivost.
- Dodržování předpisů v souladu s normami pro balení.
- Optimalizace procesů určením ideálních podmínek těsnění.
- Snížení množství odpadu z materiálu prostřednictvím přesné analýzy tepelného svařování.